

圧縮空気の清浄度測定
”空気の品質管理”が製品の安心につながります。
製薬、医療、食品、飲料、化粧品、半導体など、幅広い産業分野の製造工程において、「きれいな圧縮空気」は今や不可欠なインフラです。特に製品に直接、または間接的に接触するユースポイントでは、高い清浄等級を満たした圧縮空気の使用が求められます。
設備の定期的なメンテナンスに加えて、清浄度測定を行うことでさまざまな汚染原因を特定し、圧縮空気の品質を正しく把握・管理することが、確実な空気の品質維持に貢献します。
圧縮空気の清浄度測定の特色とは
-
監査・品質管理に対応した測定体制
圧縮空気の清浄度測定は、JIS B 8392(ISO 8573)に基づき実施します。監査や品質管理の資料としても活用できるよう校正証明書の添付にも対応しています。 -
圧力下でのパーティクル測定に対応
当社は種類の異なるパーティクルカウンターを保有しており、必要とされる清浄度の等級に応じて選択しています。特に圧力下(0.28~1MPa)で測定が可能なパーティクルカウンターは、高い清浄度等級が要求される際にも、高精度の測定が可能です。 -
豊富な経験と実績に基づくアドバイス
高い清浄度が求められる産業分野だけでなく、オイルミスト、オイル蒸気の測定対応など、さまざまな測定実績があります。これまでに培ったノウハウを活かしアドバイスをいたします。 -
全国対応の実績
全国の工場・事業所へ伺い測定を行っております。お気軽にご相談ください。
圧縮空気測定で何を測定する?
サービス・測定項目ラインナップ
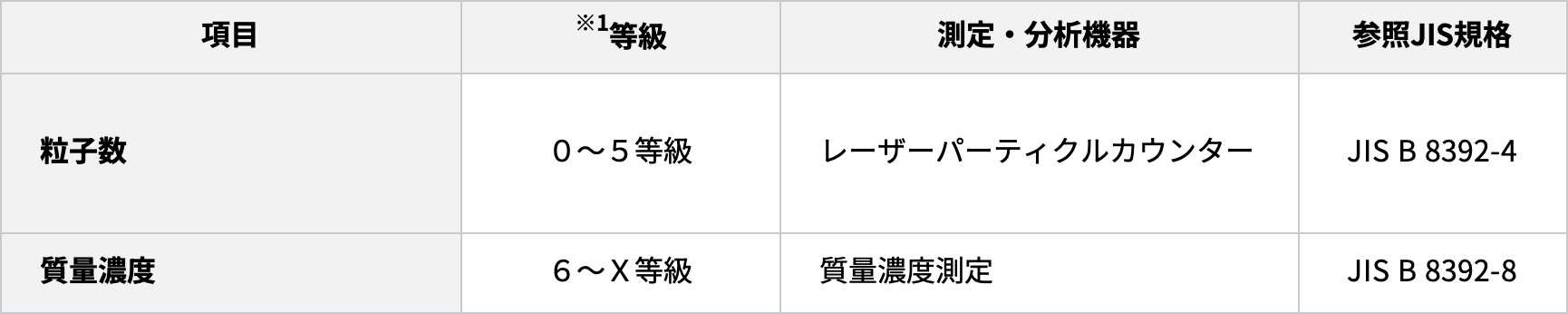
粒子
粒子をパーティクルカウンターで測定します。当社では0~1等級では圧力下用パーティクルを使用し、1~5等級ではディフューザーで大気圧まで減圧して測定を行います。質量濃度は粒子をろ過捕集して秤量する方法です。装置により測定レンジ範囲が異なりますので、状況に応じてご提案いたします。
湿度水分
圧力露点は、露点温度-80℃まで測定が可能です。水分濃度は検知管法や質量濃度測定などがあります。状況に応じてご提案いたします。

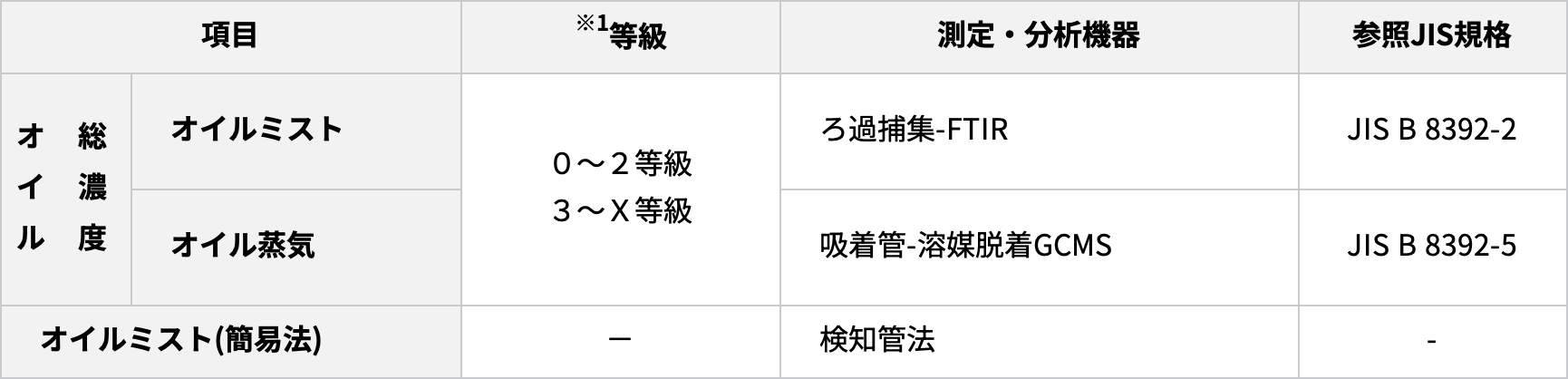
オイル
オイルミストは、すべての等級に対応いたします。等級に応じてサンプリング時間が変わります。
オイル蒸気は、オイル蒸気(C6以上)および有機溶剤を活性炭に捕集して分析します。3~X等級の場合は、オイル総濃度(オイルミストとオイル蒸気の合計値)に著しく影響を与えるものではないとして、測定は任意となっています。
ガス
一酸化炭素(CO)、二酸化炭素(CO2)、二硫化硫黄(SO2)、炭化水素(炭素数1~5)、窒素酸化物(NOx)、酸素(O2)などを測定します。目的や状況に応じて項目の選定、測定法をご提案いたします。

微生物
細菌、酵母、真菌、内生胞子細菌などを検査します。

経路のどこの空気を測定すればよい?
圧縮空気の測定のポイント
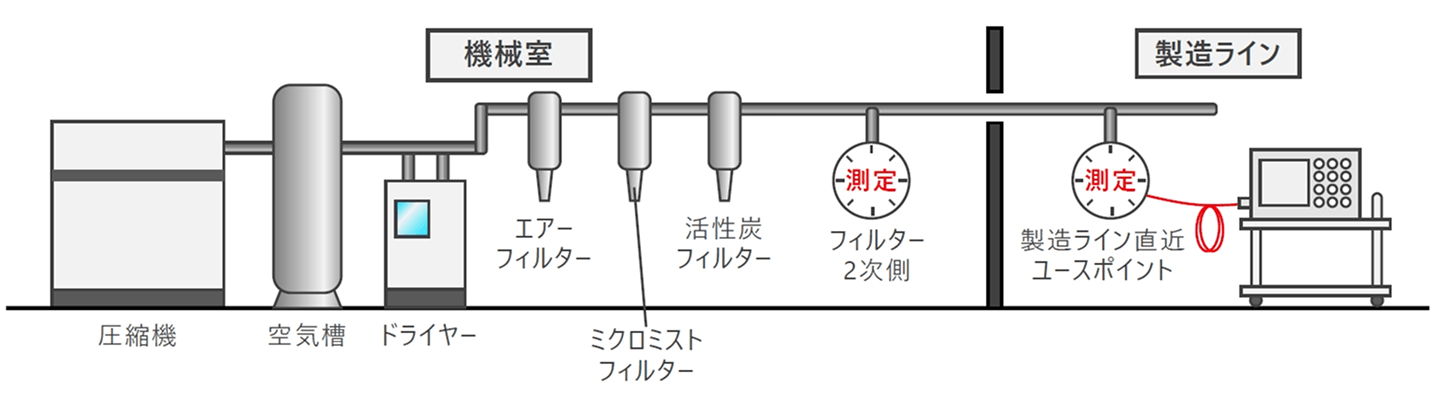
一般的に圧縮空気は、
「圧縮機」→「空気槽」→「ドライヤー」→「フィルター」→「配管」→「ユースポイント」→「製品など」
という経路で供給されています。
その中で、『ライン全体に供給されるフィルターの二次側の空気』と『製品に接触する製品直前のユースポイントの空気』でそれぞれ品質チェックを行います。
清浄度の等級はどんなものがある?
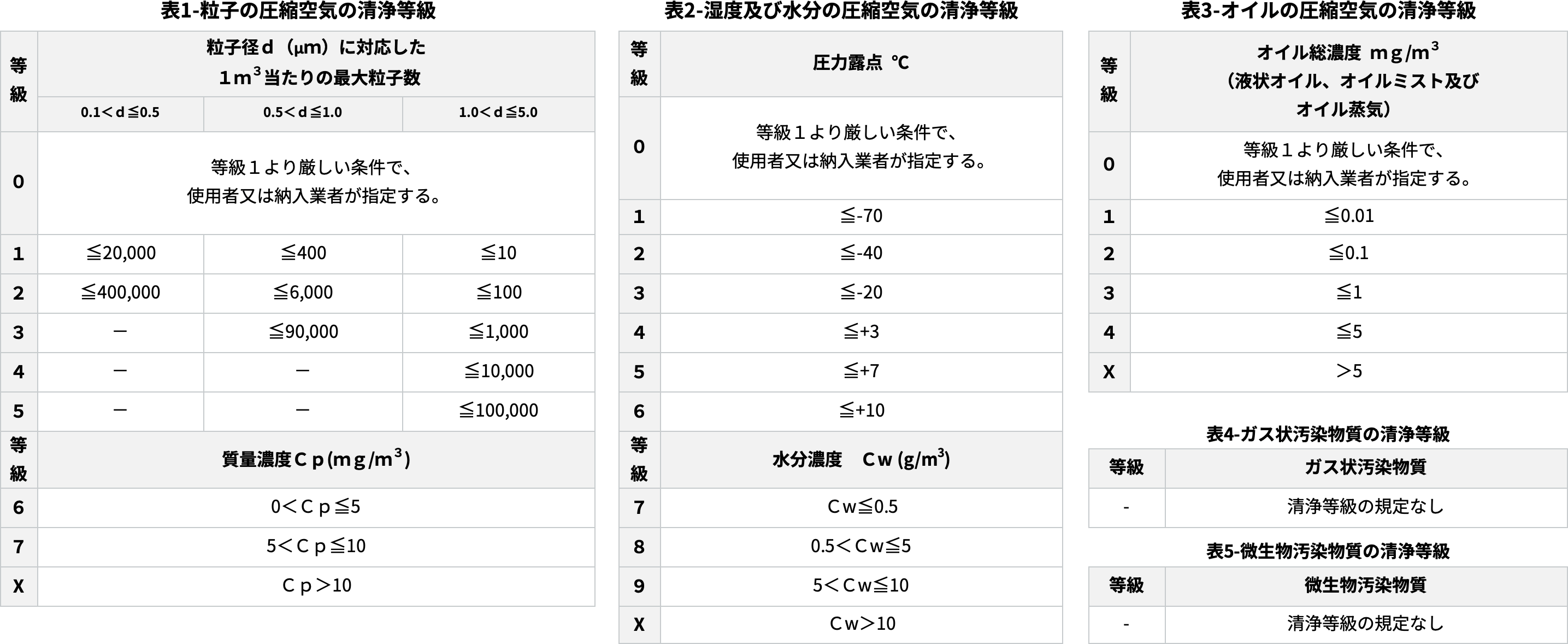
圧縮空気の清浄等級
圧縮空気の清浄度等級は『JIS B 8392-1(ISO
8573-1)圧縮空気-汚染物質および清浄等級』に規定されています。
清浄等級の設定については、各項目の清浄等級はJISに規定がありますが、どの等級でどの項目を管理するかは各社の判断となります。また、独自の品質基準を設けて管理されているケースもあります。
圧縮空気の清浄等級 JIS B 8392-1(2012)ISO 8573-1(2010)
圧縮空気の清浄度測定について、こんな時どうすれば?
よくあるご質問
オイルフリーのコンプレッサーなので、オイルは出ないと思うのですが?
オイルフリーのコンプレッサーであっても、ユースポイントでオイルが出る可能性があります。さらに、吸入空気の汚染、各フィルターの劣化、配管内の汚染、コンプレッサーや周辺機器の経年劣化など、さまざまな要因により圧縮空気の品質低下を招くおそれがあります。
圧縮空気が汚染される原因は何がありますか?
代表的な4つの汚染原因を挙げます。
-
雰囲気による汚染
機械室などに粉じん・有機溶剤があると汚染の原因になります。特に有機溶剤はエアーフィルターを通過するおそれがあります。 -
蒸油未処理配管による汚染
新設、設備更新時に蒸油処理されていない配管を使用すると、オイルによる汚染原因になります。 -
配管内部結露による汚染
配管の材質によりサビが発生したり、結露水が滞留し易い場所では微生物汚染の可能性があります。 -
劣化したフィルター使用による汚染
劣化したフィルターをそのまま使用し続けることで、さまざまな汚染発生の原因となります。
圧縮空気の測定はいつのタイミングで行えばいいですか?また、どれくらいの頻度で行うのがいいでしょうか?
圧縮空気は以下のタイミングで測定を行うことが多いです。
-
監査対応
-
設備の新設や更新時の確認
-
不具合発生時の調査
-
定期的な品質確認
当社では、測定の目的や生産する製品・工程、導入されている設備の状況などに応じて、「清浄等級」「測定項目」「測定方法」「測定頻度」をご提案しています。まずはお気軽にご相談ください。
お問い合わせ
-
環境サイエンス部 圧縮空気測定グループ
TEL: 0467-79-8301 |
〒252-1121 神奈川県綾瀬市小園1116
